MAX-Werkzeuge zur Glasumformung
Formwerkstoffe mit einstellbarem thermischen Ausdehnungskoeffizienten für die Glasumformung
Motivation
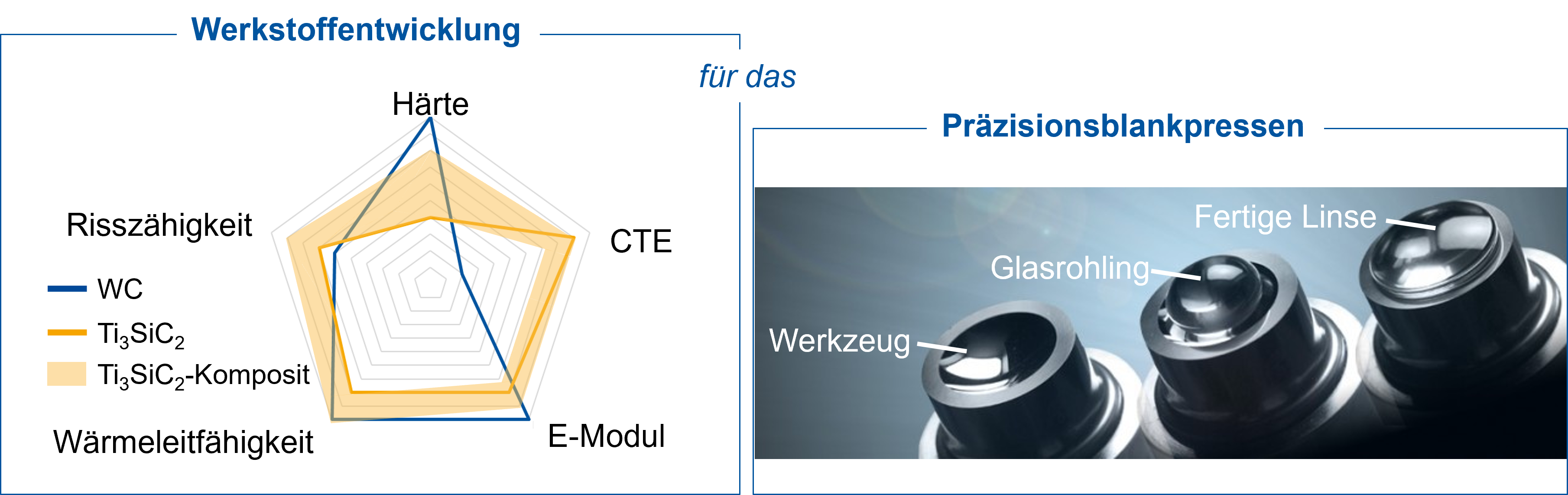
Das Präzisionsblankpressen ist eine etablierte Technologie zur effizienten Herstellung asphärischer Linsen durch Umformen eines Glasrohlings mit hochgenauen Werkzeugen. Als Formwerkstoff wird überwiegend Wolframkarbid (WC) eingesetzt. Wolframkarbid zeichnet sich durch hohe Temperaturfestigkeit, Härte und Wärmeleitfähigkeit aus. Ferner kann es mittels Ultrapräzisionsschleifen zu Umformwerkzeugen mit spiegelnden Oberflächen verarbeitet werden. Wolframkarbid hat jedoch ein entscheidendes Defizit: Der lineare thermische Ausdehnungskoeffizient (CTE) unterscheidet liegt mit etwa 4∙10-6 K-1 deutlich unter dem CTE der meisten optischen Gläser. Während der Abkühlphase des Präzisionsblankpressens kommt es aufgrund des CTE-Unterschieds zur sogenannten „Glasschwindung“, wodurch eine Formabweichung zwischen gepresster Linse und Werkzeug resultiert sowie kritische Spannungsfelder im Glas entstehen können. Da diese Phänomene prozessseitig nur geringfügig beeinflusst werden können, limitiert der CTE-Unterschied zwischen Glas und Werkzeug den Anwendungsbereich des Präzisionsblankpressens.
Zielsetzung
In diesem Forschungsvorhaben werden MAX-Phasen-Komposite für die Glasumformung erprobt. Der CTE der hierfür ausgewählten MAX-Phase Ti3SiC2 liegt mit 9,1∙10-6 K-1 im Bereich der optischen Gläser. Das Einbringen von Silizium- bzw. Titankarbid erhöht die Bruchdehnung, Härte und Druckfestigkeit im Vergleich zur reinen MAX-Phase, reduziert gleichzeitig jedoch die thermische Ausdehnung. Über den Füllgrad soll insbesondere der Wärmeausdehnungskoeffizient des Komposits eingestellt werden.
Formwerkstoffe mit einstellbarem thermischem Ausdehnungskoeffizienten für die Glasumformung Urheberrecht: © IWM
Projektinhalte
Die Komposite werden durch feldunterstütztes Sintern (FAST) in zwei verschiedenen Routen hergestellt:
(i) Nutzung kommerzieller Ti3SiC2-Pulvern (ii) die in-situ Bildung von Ti3SiC2.
Es wird systematisch untersucht, wie der Ausgangspartikelgröße, der Füllgrad der Karbidphase und die Sinterparameter die thermische Ausdehnung, die Wärmeleitfähigkeit, das Gefüge und den Zerspanprozess beeinflussen. Beim Projektpartner wird das Ultrapräzisionsschleifen auf einen Werkstoff übertragen, der bis dato nicht für die Glasumformung genutzt wurde. Durch eine wissensbasierte und modellbasierte Prozessauslegung wird der Einfluss der Kinematik, der Diamantkorngröße, des Bindungstyps, der Vorschubgeschwindigkeit, der Schnittgeschwindigkeit und Schnitttiefe auf die Oberflächenintegrität der Komposite untersucht.
Partner
Werkzeugmaschinenlabor WZL der RWTH Aachen
Förderung
Gefördert durch die Deutsche Forschungsgemeinschaft