Motivation
Pulvermetallurgisch hergestellte Verzahnungen sind porös und weisen daher eine geringere Festigkeit als Zahnräder aus schmelzmetallurgischem, volldichtem Werkstoff auf. Der Dichtwalzprozess ermöglicht die Erhöhung der Randdichte bis zu 100% und somit auch eine Steigerung der Festigkeit an der Zahnradoberfläche von PM Verzahnungen Die Tragfähigkeit des konventionellen Verzahnungsstahls 16MnCr5 wird dadurch erreicht bzw. übertroffen. Dieser Einsatzstahl ist für das Matrizenpressen ungeeignet. Mit der Porosität im Bauteilkern geht eine Gewichtsreduktion und eine mögliche Optimierung des Einsatzverhaltens („Noise Vibration Harshness“) einher. Die pulvermetallurgische Herstellung von Zahnrädern über Pressformgebung und Sinterung ist aufgrund spezieller Anlagentechnik erst bei großen Losgrößen bzw. in der Serienfertigung wirtschaftlich. Mit dem mehrstufigen, generativen Fertigungsverfahren Binder Jetting (BJT) wird schichtweise durch definierten Binderauftrag in ein Pulverbett ein physischer Bauteilgrünling gefertigt. Der Grünling wird im anschließenden Entbinder- und Sinterprozess in den rein metallischen Zustand überführt. Das BJT dient aktuell vor allem der flexiblen Prototypenfertigung und kann zukünftig eine wirtschaftliche Lösung der Zielkonflikte einer endkonturnahen Fertigung von Zahnrädern bei kleiner Losgröße ermöglichen. Die Endgeometrie, die Porosität sowie die Festigkeit werden beim BJT erst nach der Sinterung erreicht. Somit ist Werkstoffflexibilität beim Binder Jetting lediglich durch die Sinterbarkeit beschränkt. Durch die Anisotropie der Sinterschwindung, verursacht durch den schichtweisen Aufbau des Bauteils, ist eine endkonturnahe Fertigung nur durch die Abstimmung von Druck- und Sinterparametern möglich. Ergänzend zur konventionellen wirtschaftlichen Fertigung hochbelastbarer Zahnräder in größeren Stückzahlen und identischer Geometrie ist die Entwicklung des BJT Prozesses für das Werkstoffpulver 16MnCr5 nötig. Zur Befähigung des Werkstoffes beim BJT sind zuerst grundlegende Untersuchungen sowohl des schichtweisen Pulverauftrages als auch der anschließenden Binderbenetzung nötig. Der Einfluss dieser variierenden Parameter auf den Sinterprozess und die damit einhergehende Schwindung und abweichende Bauteilkontur sind durch Fertigung von Probekörpern zu analysieren. Flachzug- sowie Schwingprobenuntersuchungen zum Vergleich von Grünteil- und Zugfestigkeit des Endbauteils nach der Sinterung geben Aufschluss über die mechanischen Eigenschaften dieses Werkstoffes. Erst danach ist die Fertigung eines Zahnradprototypen zur Erfüllung anforderungsgerechter Eigenschaften möglich.
Projektinhalte
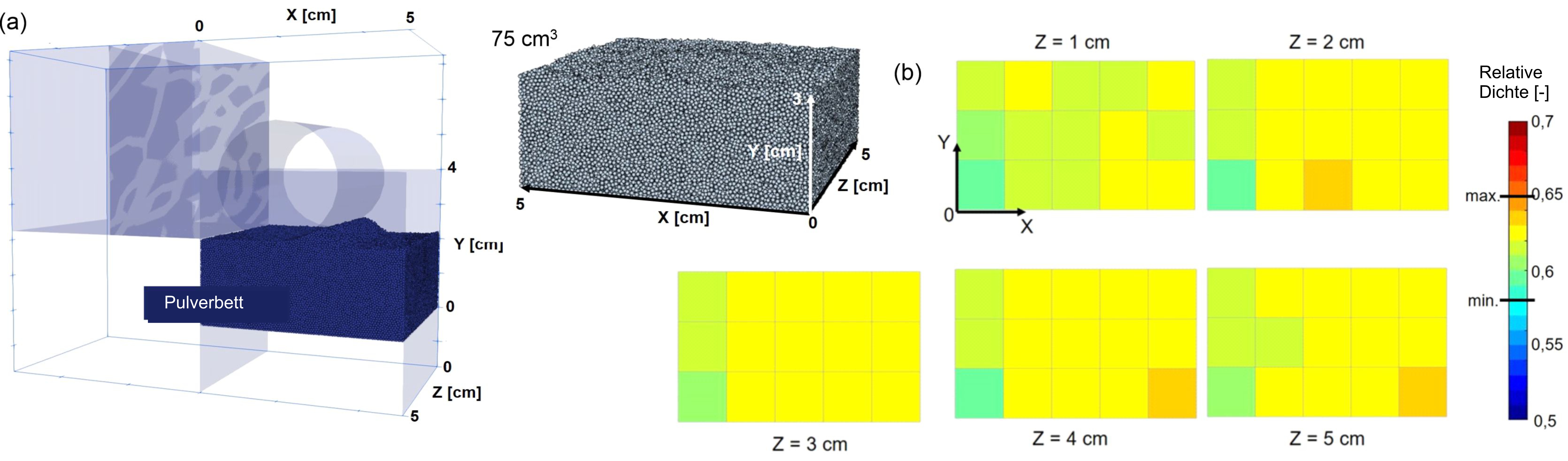
Im Projekt werden prozesskettenübergreifend der Pulverauftrag (mittels Diskrete-Elemente-Methode) und das Sintern (mittels Finite-Elemente-Methode) unter Berücksichtigung der Pulvereigenschaften und Prozessparameter numerisch simuliert. Insbesondere die Weiterentwicklung des Sintermodells zur Berücksichtigung anisotroper Schwindung und dessen experimentelle Verifizierung sind neuartig. Somit können die anisotrope Sinterschwindung und die Endgeometrie eines BJT-Bauteils präzise vorhergesagt werden. Zudem werden mit dem Einsatzstahl 16MnCr5 und dem Schnellarbeitsstahl HS6-5-3 zwei Stähle erstmals hinsichtlich der BJT-Verarbeitbarkeit untersucht. Die geplanten Arbeiten sind wie folgend aufgelistet:
- Pulver- und Bindersharakterisierung
- Untersuchung physikalischer Phänomene beim Binderauftrag
- Simulation bzw. Vorhersage der lokalen Dichteverteilung im Pulverbett
- Simulation der anisotropen Sinterschwindung
- Experimentelle Untersuchung der Gründichteverteilung, des Sinterverzugs
- Mechanische Prüfung zur Bestimmung der Grünfestigkeit, der Zugfestigkeit und der Schwingfestigkeit der gesinterten BJT-Komponente
Die erarbeiteten Ergebnisse werden dazu beitragen, die Einflüsse von Pulvereigenschaften auf die anisotrope Sinterschwindung sowie den Einfluss der Bindereigenschaften auf den BJT-Prozess zu verstehen. Gleiches gilt für die erarbeite Simulationsmethode: Sie wird zunächst zur Vorhersage der relativen Dichte im Pulverbett und abschließend in der Sintersimulation zur Vorhersage der Endkontur und Einstellung der Zielgefüge durch die ortsaufgelöste Porosität anwendbar sein. Die Prüfung von Zeit- und Dauerfestigkeit an Proben, die durch Matrizenpressen (MP) und BJT hergestellt wurden, ermöglicht einen Vergleich der beiden Verfahren hinsichtlich des Potenzials der werkzeuglosen BJT-Fertigung von zyklisch hoch beanspruchten Bauteilen.
Projektpartner
WZL an der RWTH Aachen University
Förderung
Gefördert durch die Deutsche Forschungsgemeinschaft
![]()

Yuanbin Deng, M.Sc.
Augustinerbach 4
52062 Aachen
+49 241 80 99545
y.deng@
iapk.rwth-aachen.de